





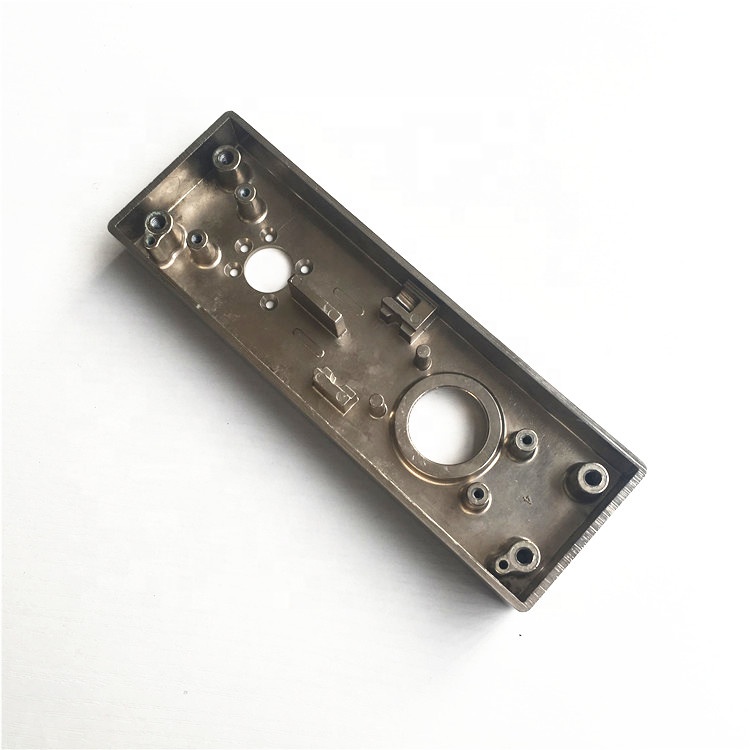
Rux qotishmasidan quyma
Qolip quyish
Qolip quyish nima?
Bosimli quyma quyma deb ataladi
Bosim kamerasiga eritilgan qotishma suyuqlik quyilgan quyma usuli,
po'lat qolipning bo'shlig'i yuqori tezlikda to'ldiriladi va qotishma suyuqlik bosim ostida qotib, quyma hosil qiladi.

Quyma quyishning afzalliklari va kamchiliklari:
Afzallik: yaxshi sifat yuqori ishlab chiqarish samaradorligi yaxshi narx
Kamchilik: materiallar cheklangan, faqat alyuminiy sink magniy qo'rg'oshin mis qalay hozirgacha quyish uchun ishlatilishi mumkin.
Qimmatbaho asbob-uskunalar va yuqori narxdagi asboblar
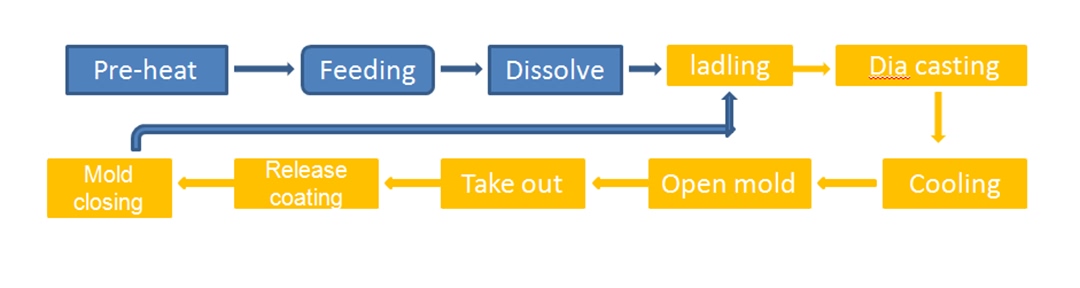
Die-casting oqim suhbati:
To'qimalarining qismlari sirtini qayta ishlash:
1. Rasm
2.Kuchli qoplama
3. Qoplash
4.Oksidni anodlash
5.Cilalash, silliqlash
6. Moyli rangtasvir
7. Boncuklarni portlatish
Qolip quyishning asosiy kamchiligi
Ichkarida: Stomata, qisqarish teshigi, qum teshigi, bo'shashmasdan
Yuzaki: yoriq, sovuq qism, noto'g'ri turdagi, katta o'lchamli ignabargli, qabariq, uglerod konlari,
mog'orni yopish, cho'zish, cho'kish, iz, pockmark, tozalash, yorilish, tepa baraban, teshilish
Quyma metallni shakllantirishning eng ilg'or usullaridan biridir.To'qimalarni quyish texnologiyasini doimiy takomillashtirish bilan,
quyma qotishmalar endi rux, alyuminiy, magniy va mis kabi rangli metallar bilan cheklanmaydi.Qatlamning o'lchami va og'irligi -
quyish mashinasining kuchi ortib borishi bilan quyma qismlar ham ortadi, shuning uchun quyma quyish istiqbollari juda keng.
To'qimalarni quyish jarayonining o'ziga xos ustunligi ham bor.Mahsulotlarning sifati, sifati va narxi
turli jarayonlar tomonidan qayta ishlanadi.To'g'ri mahsulotni qayta ishlashni qanday tanlash kerak
ishlab chiqarish jarayonidagi jarayon bizni tanlashni talab qiladi.
Qolip quyish
Qolip quyish nima?
Bosimli quyma quyma deb ataladi
Bosim kamerasiga eritilgan qotishma suyuqlik quyilgan quyma usuli,
po'lat qolipning bo'shlig'i yuqori tezlikda to'ldiriladi va qotishma suyuqlik bosim ostida qotib, quyma hosil qiladi.
Quyma quyishning afzalliklari va kamchiliklari:
Afzallik: yaxshi sifat yuqori ishlab chiqarish samaradorligi yaxshi narx
Kamchilik: materiallar cheklangan, faqat alyuminiy sink magniy qo'rg'oshin mis qalay hozirgacha quyish uchun ishlatilishi mumkin.
Qimmatbaho asbob-uskunalar va yuqori narxdagi asboblar
Die-casting oqim suhbati:
To'qimalarining qismlari sirtini qayta ishlash:
1. Rasm
2.Kuchli qoplama
3. Qoplash
4.Oksidni anodlash
5.Cilalash, silliqlash
6. Moyli rangtasvir
7. Boncuklarni portlatish
Qolip quyishning asosiy kamchiligi
Ichkarida: Stomata, qisqarish teshigi, qum teshigi, bo'shashmasdan
Yuzaki: yoriq, sovuq qism, noto'g'ri turdagi, katta o'lchamli ignabargli, qabariq, uglerod konlari,
mog'orni yopish, cho'zish, cho'kish, iz, pockmark, tozalash, yorilish, tepa baraban, teshilish
Quyma metallni shakllantirishning eng ilg'or usullaridan biridir.To'qimalarni quyish texnologiyasini doimiy takomillashtirish bilan,
quyma qotishmalar endi rux, alyuminiy, magniy va mis kabi rangli metallar bilan cheklanmaydi.Qatlamning o'lchami va og'irligi -
quyish mashinasining kuchi ortib borishi bilan quyma qismlar ham ortadi, shuning uchun quyma quyish istiqbollari juda keng.
To'qimalarni quyish jarayonining o'ziga xos ustunligi ham bor.Mahsulotlarning sifati, sifati va narxi
turli jarayonlar tomonidan qayta ishlanadi.To'g'ri mahsulotni qayta ishlashni qanday tanlash kerak
ishlab chiqarish jarayonidagi jarayon bizni tanlashni talab qiladi.
